
| РАСТОЧКА ЦИЛИНДРОВ БЛОКА | |||||||
| Причиной расточки цилиндров является выработка рабочей поверхности цилиндра | |||||||
 |
 |
 |
 |
 |
 |
 |
 |
| Расточка производится под ремонтный размер или под гильзу Вставленная гильза растачивается под поршень в номинальный размер или в размер поршня. |
|||||||
| ЗАМЕР ИЗНОСА РАБОЧЕЙ ПОВЕРХНОСТИ ЦИЛИНДРА | |
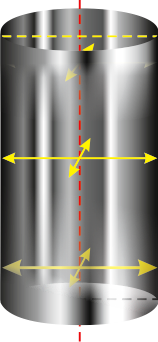 Цилиндр измеряется в трех или более уровнях во взаимно перпендикулярных направлениях: Цилиндр измеряется в трех или более уровнях во взаимно перпендикулярных направлениях:— в месте расположения компрессионного кольца при установке поршня в ВМТ; — в средней части цилиндра; — у основания цилиндра. Если диаметры цилиндров превышают требуемый размер или меньше его, либо стенки цилиндра сильно изношены или имеют задиры, цилиндры необходимо расточить и «отхонинговать» под ремонтные поршни. Затем необходимо установить новые поршни и кольца увеличенного размера. |
| ИЗМЕРЕНИЕ ИЗНОСА ГИЛЬЗЫ НУТРОМЕРОМ | |
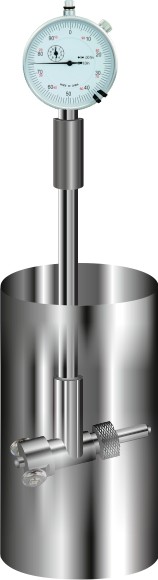 Чтобы узнать пригодность к дальнейшей работе изношенных деталей, Чтобы узнать пригодность к дальнейшей работе изношенных деталей,необходимо точно измерять их размер. Нутромер опускается в гильзу цилиндра. В общей сложности на каждой гильзе цилиндра необходимо выполнить по 6 замеров. При необходимости замеры можно сделать чаще. Результаты всех замеров необходимо аккуратно записать, а затем сравнить с техническими данными. |
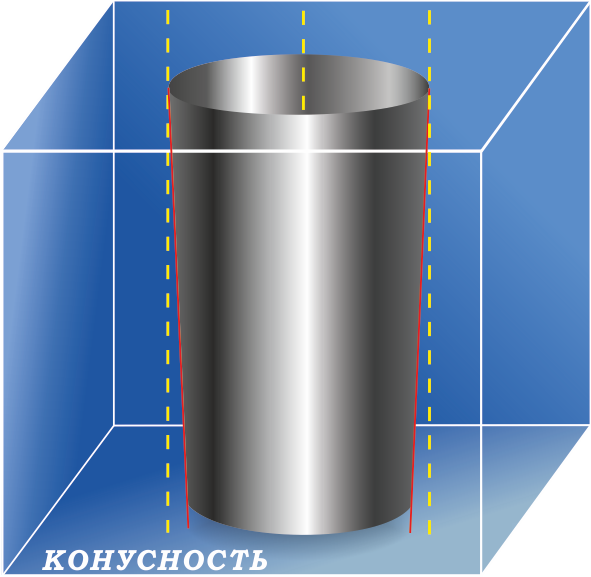
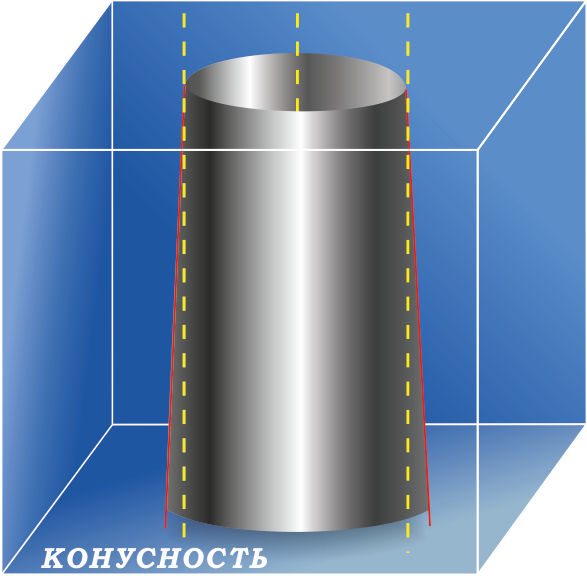
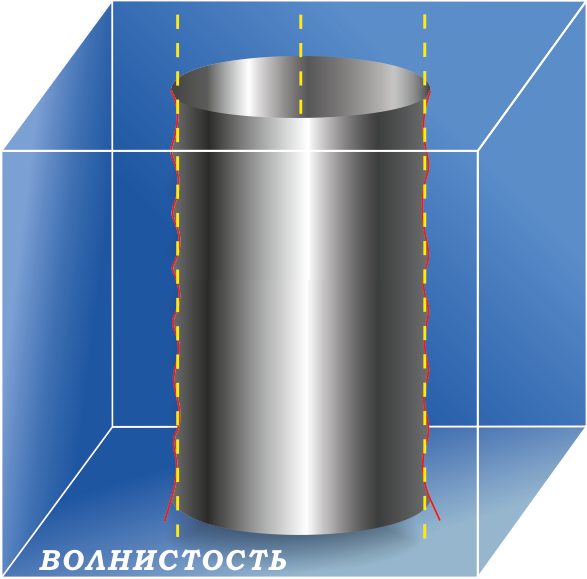
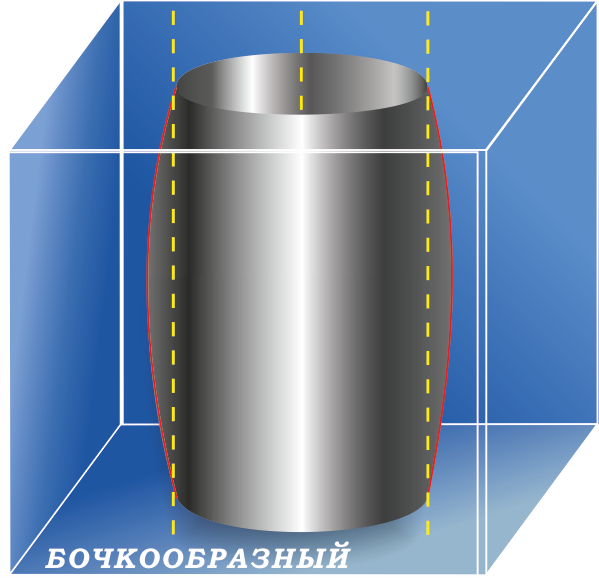
| РАСТОЧКА ЦИЛИНДРОВ БЛОКА | |
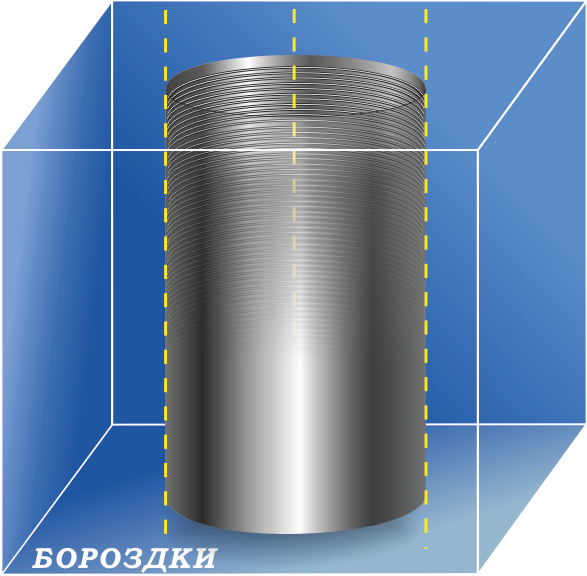
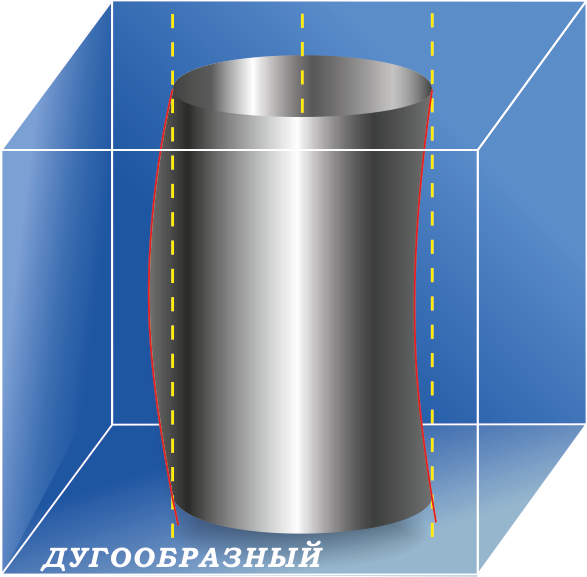
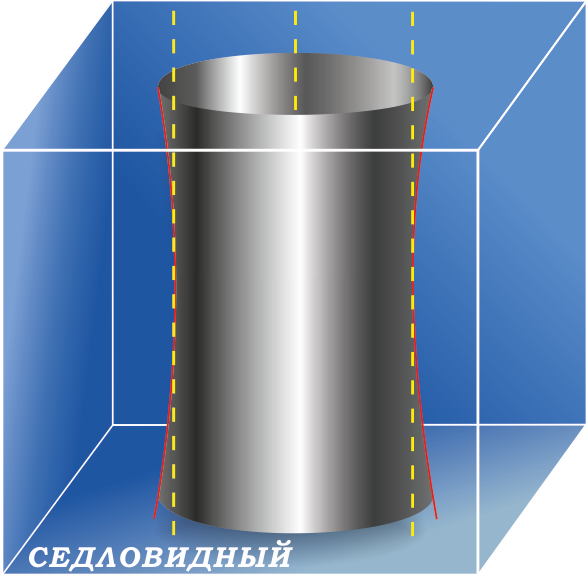
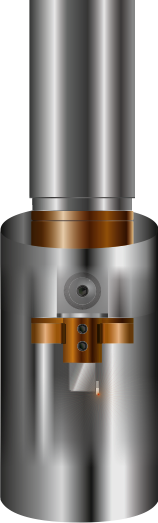 Расточка – процесс восстановления необходимой геометрии, а также создание Расточка – процесс восстановления необходимой геометрии, а также созданиенеобходимого расстояния между стенками цилиндра и поршнями. Посредством расточки двигателя восстанавливается геометрия цилиндра. В процессе расточки убираются: элипсность, конусность, бочкообразность, волнистость, седловидность, скошенность, бороздчатость.В случае, когда износ цилиндра превышает последний ремонтный размер или ремонтных размеров нет блок гильзуется. Старая изношенная гильза заменяется на новую. |
| ХОНИНГОВАНИЕ ЦИЛИНДРОВ БЛОКА | |
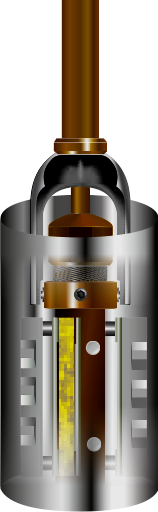 Хонингование представляет собой процесс абразивной обработки материалов Хонингование представляет собой процесс абразивной обработки материаловс применением хонинговальных головок (хонов) /в основном применяется для обработки внутренних цилиндрических поверхностей/. Обработка происходит путем совмещения вращательного и возвратно-поступательного движения хона с закрепленными на нем раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Возникающий при этом сетчатый след обработки улучшает трибологические качества поверхности цилиндра. |
|
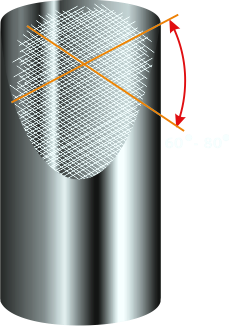 При контакте рабочей поверхности бруска с обрабатываемой поверхностью заготовки происходит При контакте рабочей поверхности бруска с обрабатываемой поверхностью заготовки происходитцарапанье металла одновременно большим числом абразивных частиц. Размер таких частиц при хонинговании составляет 20 — 100 мкм, среднее число частиц на поверхности бруска 20 — 400 зерен на 1 мм2. Основными видами взаимодействия абразивных зерен с металлом являются «микрорезание» со снятием тончайших стружек и трение с пластическим оттеснением металла. |
Опрессовка блока цилиндров, расточка цилиндров, хонингование цилиндров, фрезеровка блока, Щербинка