
| ГБЦ — Головка блока цилиндров — закрывает сверху цилиндры и крепится к блоку с помощью болтов или шпилек. Для того чтобы при сборке двигателя не произошло деформации головки блока, заворачивание крепежных элементов должно производиться с заданным усилием / моментом затяжки / и в определенной последовательности при помощи динамометрического ключа. | |
| ДИНАМОМЕТРИЧЕСКИЙ КЛЮЧ – приспособление для сборки ответственных винтовых соединений (различных приборов, двигателей и т.д.). На динамометрических ключах обязательно указывается значение крутящего момента. | |
| МОЙКА ГОЛОВКИ БЛОКА | |
 |
Мойка головки блока – важная часть в процессе ремонта. Во время эксплуатации двигателя загрязняются наружные поверхности, внутренние полости. Во внутренних полостях накапливаются маслянисто – асфальто – смолянистые отложениям и нагар. Все эти загрязнения мешают визуальному осмотру детали и мешают определить степень изношенности методом измерений, так как влияют на точность измерений. Перед мойкой с головки необходимо снять навесное оборудование. |
| ОСМОТР ГОЛОВКИ БЛОКА | |
 |
Детали автомобиля, после мойки и очистки от загрязнений, в соответствии с технологическим процессом, подвергаются дефектации, т. е. контролю с целью обнаружения дефектов. Дефектом детали считается отклонение от параметров и величин, установленных техническими условиями. Основными задачами дефектации деталей являются контроль деталей для определения их технического состояния. Дефектацию деталей производят путем их внешнего осмотра, а также с помощью специального инструмента, приспособлений и приборов.
— Изменение размеров рабочих поверхностей деталей происходит в результате их износа. При неравномерном износе возникают погрешности в геометрии — овальность, конусность / седло клапана, направляющая втулка клапана/ — Нарушение точности взаимного расположения рабочих поверхностей обычно проявляется в виде нарушений расстояния между осями цилиндрических поверхностей, непараллельности или перпендикулярности осей и плоскостей, несоосности цилиндрических поверхностей /фаска клапана – седло – направляющая втулка/ — Механические повреждения в деталях возникают при воздействии на них нагрузок, превышающих допустимые /трещины, пробоины, изломы, деформация, скручивание/. — Коррозионные повреждения образуются на деталях в результате химического или электрохимического взаимодействия металла с коррозионной средой и появляются в виде сплошных окисных пленок или в виде местных повреждений /пятен, раковин и точек/. — Изменение физико-механических свойств материала деталей в процесс эксплуатации автомобилей выражается наиболее часто в снижении твердости и упругих свойств. Изменение свойств деталей может произойти в результате их нагрева в процессе работы до температуры, влияющей на термообработку, в результате усталости материала /пружины клапанов, болты крепления ГБЦ/ |
| ОПРЕССОВКА (ИСПЫТАНИЕ ДАВЛЕНИЕМ) | |
 |
Если при осмотре не обнаружены трещины в теле ГБЦ, производится ее опрессовка. Для этого герметично глушат все окна и отверстия, связанные с полостью для охлаждающей жидкости с помощью толстых листов оргстекла и резиновых прокладок, а также штуцера, предназначенные для подсоединения различных шлангов. Подключают шланг для подводки воздуха. Головку погружают в ванну с водой подогретой до 80 °С. Выдерживают под давлением 4-5 Атм. 20-30 минут. Прогрев детали необходим для того, чтобы трещины, если они имеют место, расширились и пропускали воздух, что способствует лучшему их обнаружению. Если двигатель перегревался, то опрессовку надо делать обязательно. Если после опрессовки обнаружена утечка и трещина, которая в дальнейшем заваривается, то после сварки необходимо еще раз опрессовать деталь. |
| АРГОНО-ДУГОВАЯ СВАРКА | |
 |
Аргон намного тяжелее воздуха, поэтому аргон вытесняет воздух с места проведения сварочных работ, что крайне важно в процессе работы. Взаимодействие электрода с воздухом нежелательно, так как высока вероятность окисления материалов. С применением аргонной сварки возможно восстановить детали и узлы из алюминиевых сплавов, нержавеющей стали и различных цветных металлов. Трещины и вмятины имеющиеся на привалочной плоскости завариваются аргоновой сваркой (если возможно) с последующей фрезеровкой. |
| ФРЕЗЕРОВКА ПЛОСКОСТИ | |
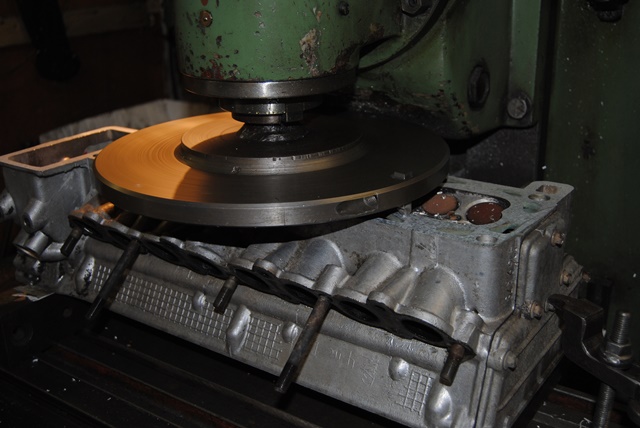 |
ГБЦ – одна из многочисленных деталей двигателя, которая может быть восстановлена до 100%-го ресурса. Для успешной реализации этого положения требуется четкое соблюдение технологии ремонта, обеспечение допусков на отклонение геометрических параметров деталей, тщательная сборка и правильный монтаж на двигателе. Фрезеровкой обеспечивается плоскостность привалочной поверхности, а так же устраняются забоины и царапин на них.
ГБЦ бензиновых двигателей и дизелей с непосредственным впрыском топлива из алюминиевых сплавов и чугунов как правило фрезеруют, а головки дизелей с «форкамерами» – шлифуют. |
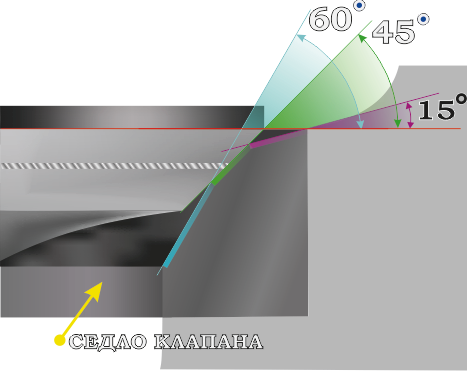
| СЕДЛО КЛАПАНА | |
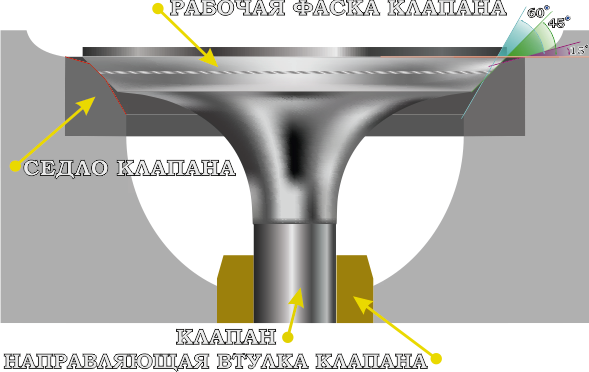 |
Фаска седла работает в тесном контакте с посадочной фаской клапана при закрытом положении. Для эффективной работы необходимо плотное сопряжение клапана с седлом по всей поверхности сопрягаемых фасок. Отработанные газы создают агрессивную среду (газовая коррозия). Поэтому, материал из которого изготавливают седла должен быть устойчив к агрессивной среде. Седла изготавливают из серого высокопрочного чугуна, металлокерамики. При замене седел, седла запрессовываются во впускные и выпускные каналы отливки головки блока. Фаска седла должна иметь, определенную техническими условиями, ширину и расположение. |
| КЛАПАН | |
 |
Работа клапанов заключается в открытии впускных и выпускных каналов. Клапан состоит из плоской головки (тарелка) и стержня, соединенные между собой плавным переходом. Для клапанов используется всегда жаростойкая, чаще всего, хромистая сталь. Клапаны постоянно подвержены совместному действию переменной механической нагрузки, высокой температуры, износу, коррозии газов и эрозии. Во время работы двигателя температура нагрева головки клапана может достигать 800°С. Поэтому к клапанам предъявляются очень жесткие технические и качественные требования. Посадочная фаска клапана и седло клапана должны быть механически обработаны таким образом, чтобы образовать герметичное уплотнение при закрытом положении клапана. |
| НАПРАВЛЯЮЩИЕ ВТУЛКИ КЛАПАНОВ | |
 |
Направляющие втулки клапанов обеспечивают точность посадки клапанов в головке цилиндров. Они позволяют штокам клапанов проходить через камеру сгорания к верхней зоне головки цилиндров, в которой устанавливаются клапанные пружины. Направляющая клапана принимает на себя боковые усилия, действующие на стержень клапана, центрирует клапан на кольце седла клапана. Радиальный зазор между направляющей втулкой клапана и штоком клапана минимален. Он точно рассчитывается только для обеспечения достаточного пространства для смазки и свободного возвратно-поступательного перемещения штока. Направляющие втулки клапанов производят из материалов с хорошими антифрикционными свойствами и хорошей теплопроводностью. В этой связи отлично зарекомендовали себя материалы из серого чугуна и латуни со специально подобранными легирующими компонентами. |
| МАСЛОСЪЁМНЫЕ КОЛПАЧКИ (МСК) | |
 |
Маслосъемные колпачки /МСК/ по другому называют сальниками клапанов. Их задача — не пропускать излишек моторного масла.
Колпачек прилегает к штоку клапана и пропускает только малую часть масла, необходимую для смазки пары «шток — втулка». Работая в агресивной среде, со временем, маслосъемный колпачок начинает разрушаться, резина стареет, теряет свою прежнюю эластичность и отслаивается от его основания. Это приводит к тому, что колпачок начинает пропускать больше масла. При ремонте клапанного механизма производится замена маслосъемных колпачков в обязательном порядке. |
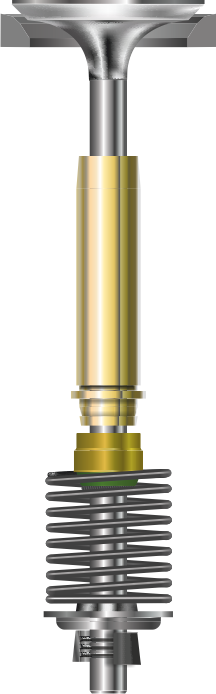
| ПРУЖИНЫ КЛАПАНОВ | |
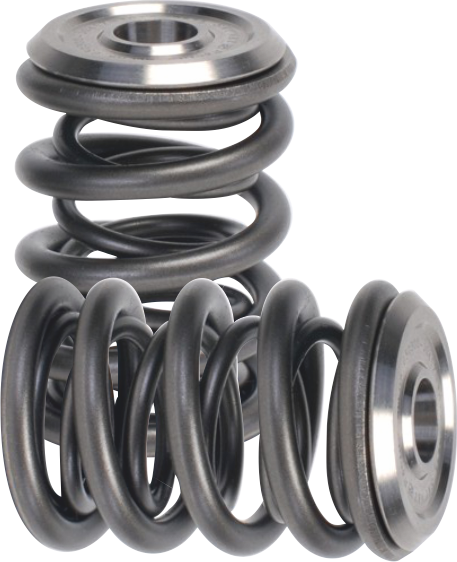 |
Пружины возвращают клапаны к седлам после их открывания и удерживают их в этом положении (с помощью давления газа во время такта сжатия и рабочего такта) до следующего открывания. Пружина должна быть достаточно жесткой, чтобы мгновенно закрывать клапан при максимальных оборотах коленчатого вала двигателя. Жесткость пружины выбирается в зависимости от массы клапана, а также других движущихся деталей клапанного привода, и с учетом максимальных оборотов работы двигателя. Если развиваемое пружиной усилие недостаточно, закрывание клапана будет запаздывать при высоких оборотах, ограничивая тем самым скорость вращения вала двигателя. |
Опрессовка ГБЦ, ремонт клапанного механизма, замена седел клапанов, замена направляющих втулок клапанов, правка рабочей фаски клапана, торцевание клапана, фрезеровка ГБЦ